简体中文
简体中文
NOUVELLES
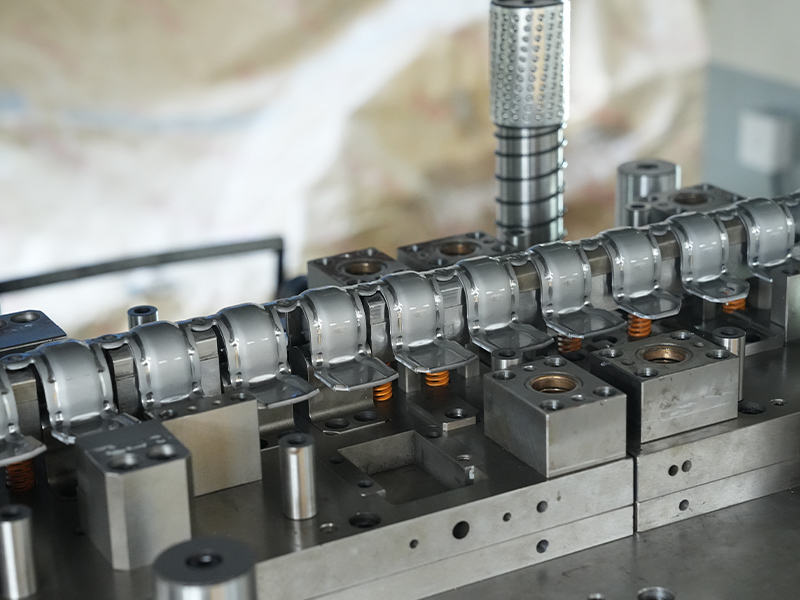
Maison / Nouvelles / Actualités de l'industrie / Qu'est-ce que le processus d'emboutissage des métaux ? Guide complet du formage de tôle

Notre éclatement d'estampage en acier inoxydable est un composant haute performance conçu pour répondre aux exigences exigeantes des industries qui ont besoin de précision, de durabilité et de...
Voir les détails
Notre joint de voiture en acier inoxydable à haute température est conçu pour les performances dans les applications automobiles qui nécessitent une durabilité dans des conditions de chaleur et de ...
Voir les détails
Notre joint d'étanchéité turbo en acier inoxydable est conçu pour des applications haute performance dans les moteurs turbocompressés, fournissant un joint robuste et fiable pour éviter la fui...
Voir les détails
Notre support en acier inoxydable résistant à l'usure est conçu pour des applications haute performance où la durabilité et la résistance sont primordiales. Fabriqué en acier inoxydable premiu...
Voir les détails
Nos bagues en fer malléable noires sont des composants durables et de haute qualité conçus pour diverses applications industrielles, offrant une résistance exceptionnelle, une résistance à l'u...
Voir les détails
Le déflecteur d'huile de fer estampillé est un composant essentiel des systèmes de moteur et de transmission, conçu pour gérer et contrôler l'écoulement de l'huile dans les assemblag...
Voir les détails
La plaque de réglage du siège tamponnée en fer de 65 mn est un composant d'estampage en métal conçu par la précision en acier à haute teneur en carbone (65 mn), un matériau connu pour sa duret...
Voir les détails
Le support d'engagement des engrenages en fer est un composant robuste et de précision conçu pour assurer l'engagement sécurisé et efficace des engrenages dans divers systèmes mécaniques....
Voir les détails
Notre bride en acier automobile est conçue pour la précision, la durabilité et les performances exceptionnelles dans diverses applications automobiles. Fabriquées en acier en carbone de haute quali...
Voir les détails
Notre couvercle de silence en aluminium de fer est une solution durable haute performance conçue pour réduire efficacement le bruit et les vibrations dans un large éventail d'applications indu...
Voir les détails
Les bouchons de poussière de roulement en laiton sont des composants essentiels conçus pour protéger les roulements et autres pièces mécaniques de la saleté, de la poussière, de l'humidité et ...
Voir les détails
Le bouchon de pieu de chargement en argent en argent en cuivre estampillé est un connecteur à haute performance spécialement conçu pour les stations de chargement de véhicules électriques de nouvel...
Voir les détailscoordonnées
Address: N ° 6 Qiatsheng North Road, Caoqiao Industrial Park, Xueyan Town, district de Wujin, City Changzhou, province du Jiangsu
TEL: 86-15050692548
Si vous êtes intéressé par nos produits, veuillez nous consulter