简体中文
简体中文
NOUVELLES
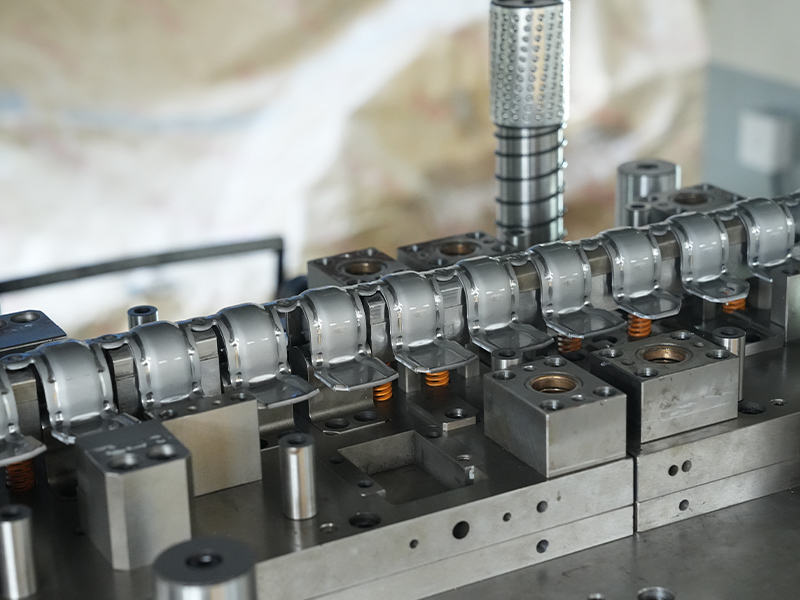
Maison / Nouvelles / Actualités de l'industrie / Processus de fabrication de boîtiers d'électrovanne en fer estampé de haute précision

Le plug-in électronique en acier inoxydable estampillé est un composant de précision fabriqué à l'aide de techniques d'estampage avancées. Fabriqué en acier inoxydable de haute qualité, c...
Voir les détails
Les attaches de lave-glace Starlock en acier inoxydable sont des composants de retenue spécialisés conçus pour maintenir en toute sécurité les pièces dans les ensembles de soupapes d'eau. Fabr...
Voir les détails
Notre support en acier inoxydable résistant à l'usure est conçu pour des applications haute performance où la durabilité et la résistance sont primordiales. Fabriqué en acier inoxydable premiu...
Voir les détails
L'ensemble de noyau de soupape en fer estampillé est fabriqué à l'aide de la technologie d'estampage et fabriqué à partir de matériau en fer de haute qualité, estampé avec précision ...
Voir les détails
Notre support de montage en fer est une solution de support robuste, polyvalente et très durable conçue pour une large gamme d'applications industrielles et commerciales. Construit à partir de...
Voir les détails
Notre cage de roulement à parois minces en cuivre est un composant essentiel conçu pour être utilisé dans les roulements de précision, offrant une durabilité et des performances efficaces dans dive...
Voir les détails
Les bouchons de poussière de roulement en laiton sont des composants essentiels conçus pour protéger les roulements et autres pièces mécaniques de la saleté, de la poussière, de l'humidité et ...
Voir les détails
Les épingles en cuivre en conserve sont des connecteurs électriques conçus par la précision conçus pour fournir des performances fiables et efficaces dans un large éventail d'applications. Fab...
Voir les détails
L'ensemble d'aiguille à broches d'électrovanne en conserve en cuivre est un composant de précision conçu pour améliorer les performances et la fiabilité des solénoïdes utilisés dans ...
Voir les détails
La broche d'électrovanne à pompe à eau plaquée en cuivre est une composante de haute performance et de précision conçue pour les fonctionnalités dans les soupapes de solénoïde de la pompe à ea...
Voir les détails
L'amortisseur à plaques de zinc pur est une solution durable haute performance conçue pour améliorer la fonctionnalité et la longévité de diverses machines et équipements. Construite à partir ...
Voir les détails
Notre boîtier en feuille de feuille galvanisé offre une protection et une longévité robustes pour un large éventail de moteurs électriques utilisés dans diverses industries. Fabriqué en acier galva...
Voir les détailscoordonnées
Address: N ° 6 Qiatsheng North Road, Caoqiao Industrial Park, Xueyan Town, district de Wujin, City Changzhou, province du Jiangsu
TEL: 86-15050692548
Si vous êtes intéressé par nos produits, veuillez nous consulter